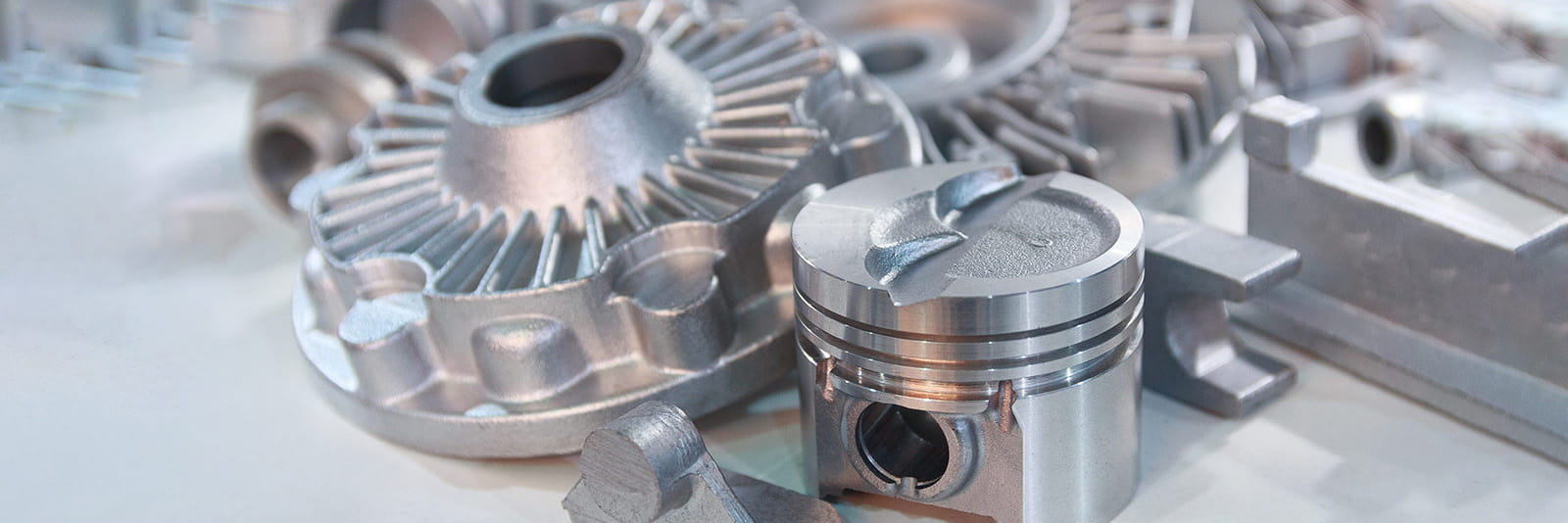
What to Watch Out for When Manufacturing Die-Cast Parts
There are several points to watch out for when manufacturing die-cast parts.
Check if the Material Is as Intended
Quality control is essential when manufacturing die-cast parts. To ensure the material has the required mechanical properties to produce the desired part, microstructural observation is performed to confirm that the material meets specifications. Microstructural observation is performed by cutting a sample, polishing the surface, and inspecting it visually or with a microscope.
The proportion of raw materials and additives, casting conditions, and other variables are adjusted to produce material that meets specifications.
Check for Porosity
It is also important to check for voids (porosity) caused by trapped gas or air during casting. Porosity can reduce strength and airtightness. Cut a sample, clean and finish the surface, and check for porosity.
Check for Cracks
Cracks may occur in die-cast parts even after delivery. Cracks are caused by residual internal stress due to shrinkage during casting. Because cracks can develop over time after casting, checks are required not only immediately after casting but also during shipping inspection.
Check for Poor Metal Flow
In addition, check for poor metal flow—when the molten material fails to completely fill the mold, resulting in incomplete filling or thin walls. Aside from visually checking the flow of metal around thin-walled areas and corners, cut the part after casting and check for wrinkles.
Check for Size or Shape Defects
Although die casting generally produces parts with high dimensional accuracy, care must be taken as defects in shape or size can still occur. Molds are designed and produced with shrinkage and deformation in mind. However, accuracy may be compromised due to incorrect estimates or wrong mold dimensions.
Check if the Specified Strength Is Met
Cooling speed and uneven cooling of the molten material until solidification can alter the microstructure, leading to reduced strength. Porosity and poor metal flow can also cause a decrease in strength. It is important to confirm that the specified strength is met by taking several samples and performing tensile tests.
Because these quality control procedures require the cast parts to be completely destroyed, extra parts must be produced in advance as samples.