Gear Machining Methods (Gear Cutting) and the Machine Tools Used
Next, we introduce the types of machines used in gear machining. Gear machining techniques can be broadly divided into the three categories given below. Let's examine the characteristics and corresponding machine tools for each.
- Gear generation method
- Gear formation method
- Gear Skiving
Gear generation method
The gear generation method is a machining method where the tool is pressed against the workpiece to cut the gear teeth. With this method, the entire workpiece is gradually carved into the shape of a gear, enabling efficient production of gears with high accuracy.
Typical machine tools used in the gear generation method
- NC hobbing machine:
- A tool called a hob, which has teeth and grooves along its outer edges, is rotated to simultaneously machine the teeth of the entire workpiece.
- NC bevel gear cutting machine:
- A machine for machining bevel gears. Cutting is performed by synchronously rotating a disk-shaped tool and the workpiece.
- NC gear shaping machine:
- Also known as a gear shaper, this machine moves the tool vertically up and down to machine the workpiece.
- NC gear grinding machine:
- The workpiece is cut by rotating a grinding wheel at high speed. In the gear generation method, a wide grinding wheel is used to grind the entire gear.
A typical machine tool is the hob machine. A hob machine uses a tool called a hob, which has helical teeth. The hob and the gear to be machined are rotated synchronously, while the hob is fed downward from above to gradually cut the gear teeth.
The gear generation method allows multiple teeth to be machined simultaneously in a single setup, offering high productivity and more uniform teeth accuracy. However, because special machines and tools, such as hob machines and hob cutters, are required, initial investment costs tend to be high.
Gear formation method
The gear formation method is a machining technique in which gear teeth are cut one by one using tools that match the shape of the tooth. This method uses tools such as milling cutters and broaches to machine each gear groove. While the gear generation method mainly uses special-purpose machines, the gear formation method can machine using general-purpose machines such as lathes and machining centers.
Typical machine tools used in the gear formation method
- NC milling machine:
- Capable of machining a wide variety of gear shapes. Particularly suitable for small-lot and prototype production.
- NC broaching machine:
- A machine tool that can machine gear teeth in a single pass, using a broach equipped with roughing blades and finishing blades.
- NC vertical shaper:
- Performs slotting by moving the tool vertically against the workpiece mounted on a horizontal table.
- NC lathe:
- Mainly used for cylindrical gears and pre-processing (material forming) gears.
- NC grinding machine:
- Often used for finishing after heat treatment. In the gear formation method, a thin grinding wheel is used for grinding gear teeth.
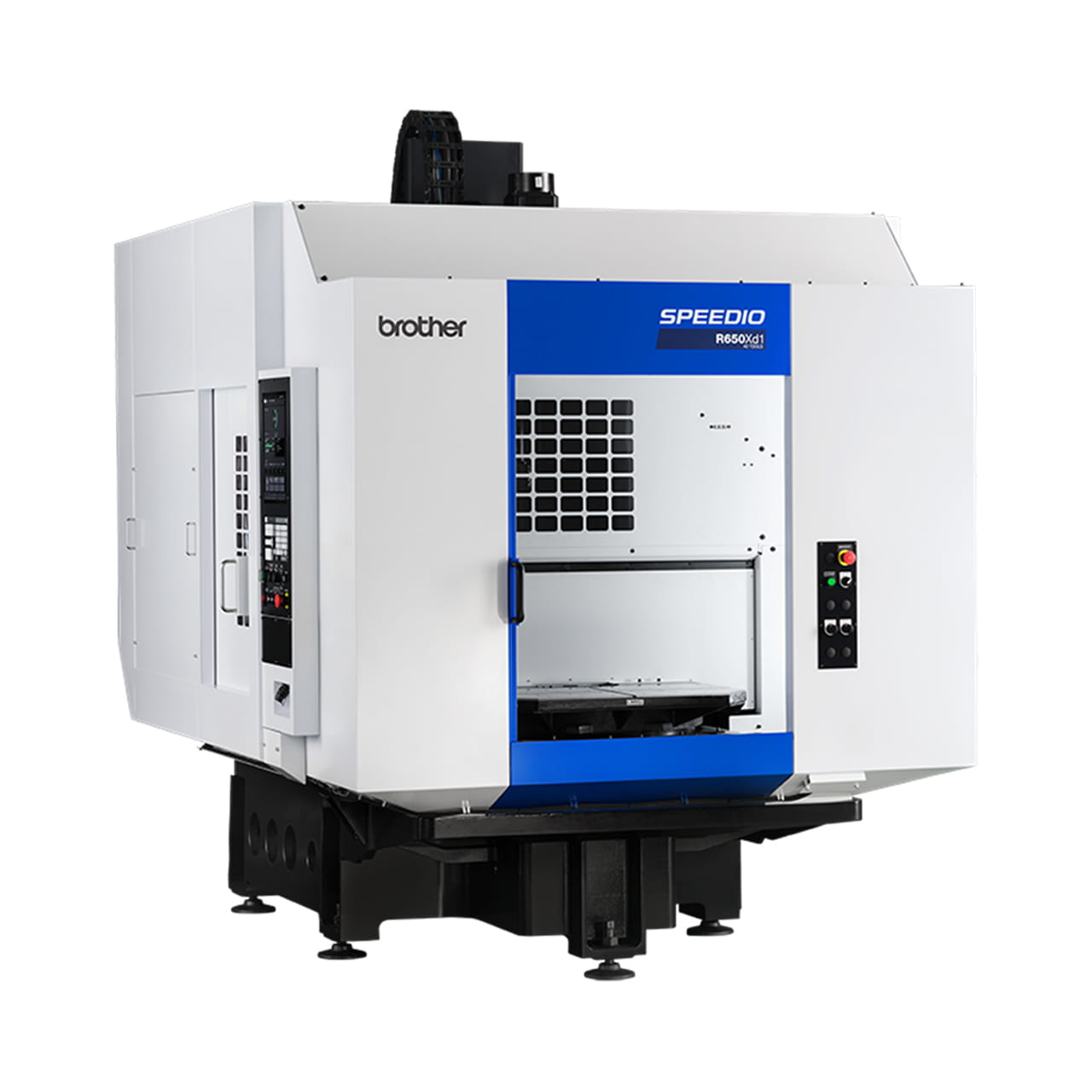
- Machining center:
- A machine tool that incorporates ATC functions into an NC milling machine, enabling rough machining through to finishing of gears on a single machine.
One key feature of the formation method is that machining can be performed using relatively versatile machine tools. Because it does not require a special gear cutting machine, it is well-suited for small-lot production and the manufacture of special gears. It is also used to produce large gears, internal gears, and other gears that are difficult to machine using the generation method.
However, because the formation method machines each gear tooth individually, it takes longer than the generation method and may not be suitable for mass production.
Gear Skiving
Gear skiving is a relatively new gear machining method classified under the gear generation method. It uses a tool called a skiving cutter, with cutting performed while synchronously rotating the axes of both the tool and the workpiece at an angle.
The "skive" in skiving means "to strip off thinly," and the process is characterized by scraping off material from the gear grooves during machining.
Typical machine tools used for gear skiving
- Machining center:
- Equipped with a gear skiving cutter, it enables efficient gear production.
- Turning center:
- While machining centers are based on milling machines, turning centers are based on lathes.
- 5-axis machining center:
- Suitable for gear skiving of special gears, such as gears with complex shapes or bevel gears. It can meet a wide range of gear machining needs.
Gear skiving can efficiently manufacture gears that are difficult to machine using conventional methods, such as internal gears and small-module gears. Additionally, multi-tasking machines can combine turning and milling, enabling multiple processes to be performed on a single machine.